At our investment casting foundry in the UK, Sylatech has been manufacturing precision investment castings for over six decades. We deliver a lost wax casting engineering solution, within the AS9100 quality standard that is suitable for producing small, lightweight cast components, for the most challenging product applications.
Experts
Precision Investment Castings
Our specialist lost waxprocess affords us the ability to take a customer’s concept and achieve reality in a fast and cost-effective manner. By combining our investment casting technology with best practice CNC machining, our capability can overcome many of the constraints placed on engineering design.
The Sylatech investment casting process provides a fast and cost-effective method for both small batches and high volume quantities. Parts with complex internal and external detail, super-fine surface finishes, and thin-wall capabilities, can be produced without the need for machining from solid.
Benefits of Sylatech's Investment Casting Capability:
Reduce overall costs by Designing for Manufacture: simplify an assembly by combining a number of parts, eliminate joining processes and reducing the part count, whilst improving the integrity of the finished product
Reduce time to market through the use of additive manufacturing technology, and obtain investment casting, machining and assembly parts from one source. Finished metal parts can be delivered from concept in under four weeks
Design flexibility, with fast modifications to tooling, that costs 90% less than for a pressure die casting, whilst maintaining high volume economic batch quantities
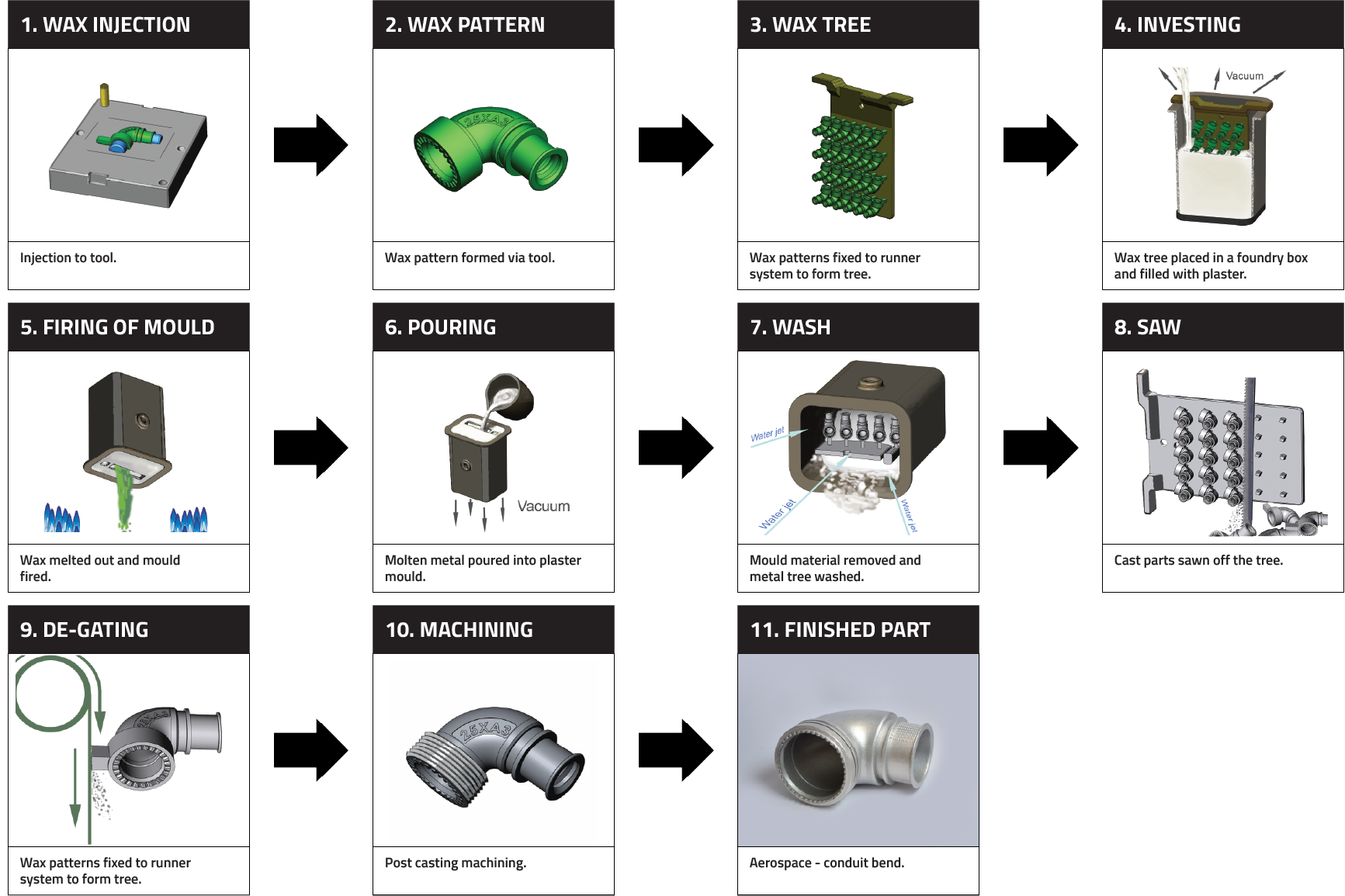
We utilise a block-moulding version of the lost wax casting process. The plaster penetrates all external features and fills internal voids to ensure that, as the mould is formed, every detail of the wax pattern is faithfully reproduced.
Sylatech uses 3D printing to prototype metal parts for it’s customers, allowing them to test their designs without having to invest in tooling ahead of casting. This yields significant time and cost savings, resulting in fewer future tooling modifications being necessary.
Carburettor part, microwave filter and camera pedestal
RF component
Breathing apparatus
Enclosure with integral heat sink
Pressure-fed spray gun
Cast broccoli
Aerospace electronics enclosure
Housing for shaft alignment
Lightweight microwave tee
Model aircraft engine
Windscreen wiper component
Aerospace electronics enclosure
Interconnection casting
Bolt for air rifle
Customer example
When an incumbent casting supplier was failing to deliver, an engineering solution for a complex aerospace impeller was urgently required. The team at Sylatech were rapid in their response and followed a staged process to address the customer’s demands.
Our Approach
Understand the dynamics and challenging geometry of the part
Creation of in-house 3D printed rapid prototypes in wax
Development of a custom pouring technique for casting of prototypes
Approval of process to achieve stringent NDT requirements, including dye-penetrant testing and x-ray
The process from initial contact to samples for assessment took place within four weeks.
Rolls Royce – International Aerospace Prime.
Downloads
For full details of the capability of our casting process, download our